

Yksinkertainen teräspallojen valmistusprosessi
Kuula-aihion muotoilu → renkaan poisto → karkea hionta → pehmeä hionta → kuula-aihion muotoilu → sileä pallo (tai viilaus → pehmeä hionta) → kova hionta → hienohionta → tarkkuushionta (tai kiillotus) → ultratarkkuushionta.
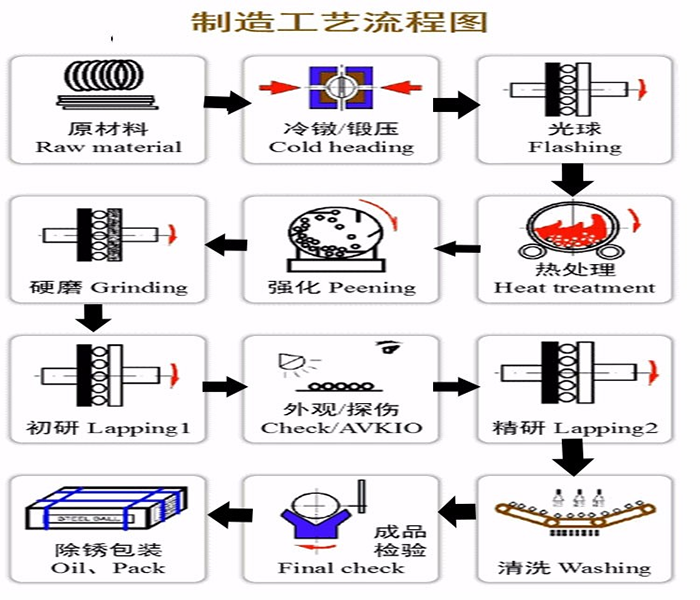
Yksityiskohtainen teräspallojen valmistusprosessi
1. Langanveto: Venytä lanka haluttuun halkaisijaan käyttämällä langanvetokonetta;
2. Kylmäsuulake (taonta): Aseta vedetty lanka teräskuulakylmäpäällystyskoneeseen ja käytä koneen sisällä olevaa terässuulaketta takomaan se palloaihioksi;
3. Lightball: Kaksi valurautaista pyöreää hiomapallolevyä lightball-koneen sisällä paina ja viilaa kylmäsuuntaista alkiota poistaaksesi ulomman renkaan ja kaksi napaa alkiosta;
4. Pehmeä pallo: Kaksi valurautaista pyöreää hiomapallolevyä pehmeän pallon koneen sisällä viilaa kevyen pallon alkion jauhaakseen sen vaadittuun pallon halkaisijaan ja pinnan karheuteen;
5. Lämpökäsittely: Laita pallo lämpökäsittelyuuniin, hiiletys, karkaisu ja karkaisu antaa sille tietty hiiletyskerros, kovuus, sitkeys ja murskauskuormitus;
6. Kova hionta: Hiomakoneen sisällä oleva hiomalaikan kiekko paineistaa ja jauhaa lämpökäsiteltyä palloaihiota poistaakseen mustan oksidikerroksen pallon pinnalta ja korjatakseen pallon tarkkuuden;
7. Tarkkuushionta/kiillotuspuhdistus: Tarkkuushionta: Jauha hiomapallon alkio tarkkuushiomakoneessa saavuttaaksesi valmiin tuotteen vaaditun tarkkuuden ja sileyden;
Kiillotus ja puhdistus: Kaada pallo kiillotusrumpuun ja pyöritä sitä. Puhdista pallomainen pinta kiillotuspuhdistusaineella ja vedellä, jotta se on puhdas ja kiiltävä;
8. Ulkoasun valinta: Käytä manuaalista silmämääräistä tarkastusta tarkistaaksesi mahdolliset teräspallon pinnan viat ja käytä mikrometriä todellisen pyöreyden, erän halkaisijan vaihtelun mittaamiseen ja käytä pinnan karheusmittaria pinnan karheuden havaitsemiseen lopputarkastuksena.
9. Pakkaus: Päällystä teräskuulat/ruostumattomat teräskuulat/laakeroidut teräskuulat ruosteenestoöljyllä ja pakkaa ne pahvilaatikoihin tai kudottuihin pusseihin.
Teknologian kehittymisen myötä laitevalmistusteollisuuden suurten raskaiden laakereiden kysyntä on lisääntynyt edelleen määrällisesti ja laadullisesti, ja vastaavasti on lisättävä myös isojen laakeroitujen teräskuulien määrä- ja laatuvaatimuksia. Teräspalloerän halkaisijan vaihtelun tulee olla pieni, teräspallon pinnan karheuden tulee olla pieni, tarkkuuden tulee olla korkea ja teräspallon ytimen kovuuden ja pintakovuuden välisen eron on oltava pieni. Suurten laakeroitujen teräspallojen halkaisija on nyt saavuttanut 150-200 mm.
Suurten laakeroitujen teräskuulien valmistusprosessi poikkeaa tavallisista eritelmistä. Tehdään seuraava vertailu:
1. Suurten laakeroitujen teräskuulien valmistusprosessi:
Leikkaus - Takominen - Hehkutus - Sorvauskäsittely - Lämpökäsittely - Kovahionta - Alkututkimus - Tarkkuustutkimus;
2. Tavallisten laakeroitujen teräskuulien valmistusprosessi:
Langanveto - Kylmäsuunta - Vaalea pallo - Pehmeä pallo - Lämpökäsittely - Kova hionta - Hienohionta;
Tuotujen laakeroitujen teräskuulien valmistusprosessi
1) Valmistuslaitteet, joissa käytetään maahantuotuja laakeriteräspalloja
2) Ensin liikuta hydraulisylinteriä hiomalevyn eteenpäin viemiseksi, kunnes laakeroitu teräskuula voidaan asettaa kahden hiomalevyn väliin.
3) Asenna pallon ulostuloaukko ja pidä se löysässä tilassa. Näpäytä karaa täyttääksesi kahden hiomalevyn välisen tilan teräskuulilla ja säädä pallon ulostulo
Pallonkeräysterä kiinnitetään tiukasti hiomalevyn (tai hiomalaikan) päätypintaan ja kiinnitetään pallon ulostuloon. Tässä vaiheessa on suositeltavaa kohdistaa painetta kahteen hiomalevyyn, jotta kromiteräspallo pyörii.
4) Sulje suojakansi, käynnistä vesipumppu, käynnistä materiaalikaukalo ja käynnistä pääakseli.
5) Säädä kunkin tehtaan prosessitottumusten mukaan karan ja materiaalialustan nopeutta ja säädä pallojen määrä varmistaaksesi, että teräspallot ohjauslevyn jokaisessa urassa jakautuvat tasaisesti.
Tasaisesti jakautunut ja ei päällekkäin.
6) Säädä jauhatuspainetta, käännä käyttöpaneelin painekytkin auki-asentoon, säädä hydrauliaseman paneelin paineen lisäysventtiiliä ja nosta se
Määritä paine ja lukitse se jokaisessa tehtaassa ja kiinnitä huomiota hydraulijärjestelmään paineen ylläpitämiseksi käynnistyksen aikana.
7) Normaaleissa työoloissa on tarpeen tarkkailla säännöllisesti isännän toimintatilaa, painetta ja sujuvaa sisään- ja ulostuloa.
8) Kun teräskuula saavuttaa määritellyn koon ja pinnan laadun, vähennä ensin työpainetta ja paina sitten pääpysäytyspainiketta.
9) Valmistele säiliö laakeroidun teräspallon poistamiseksi.